




Existuje mnoho typů ozubených kol, včetně přímých válcových ozubených kol, šikmých válcových ozubených kol, kuželových ozubených kol a hypoidních ozubených kol, které si dnes představíme.
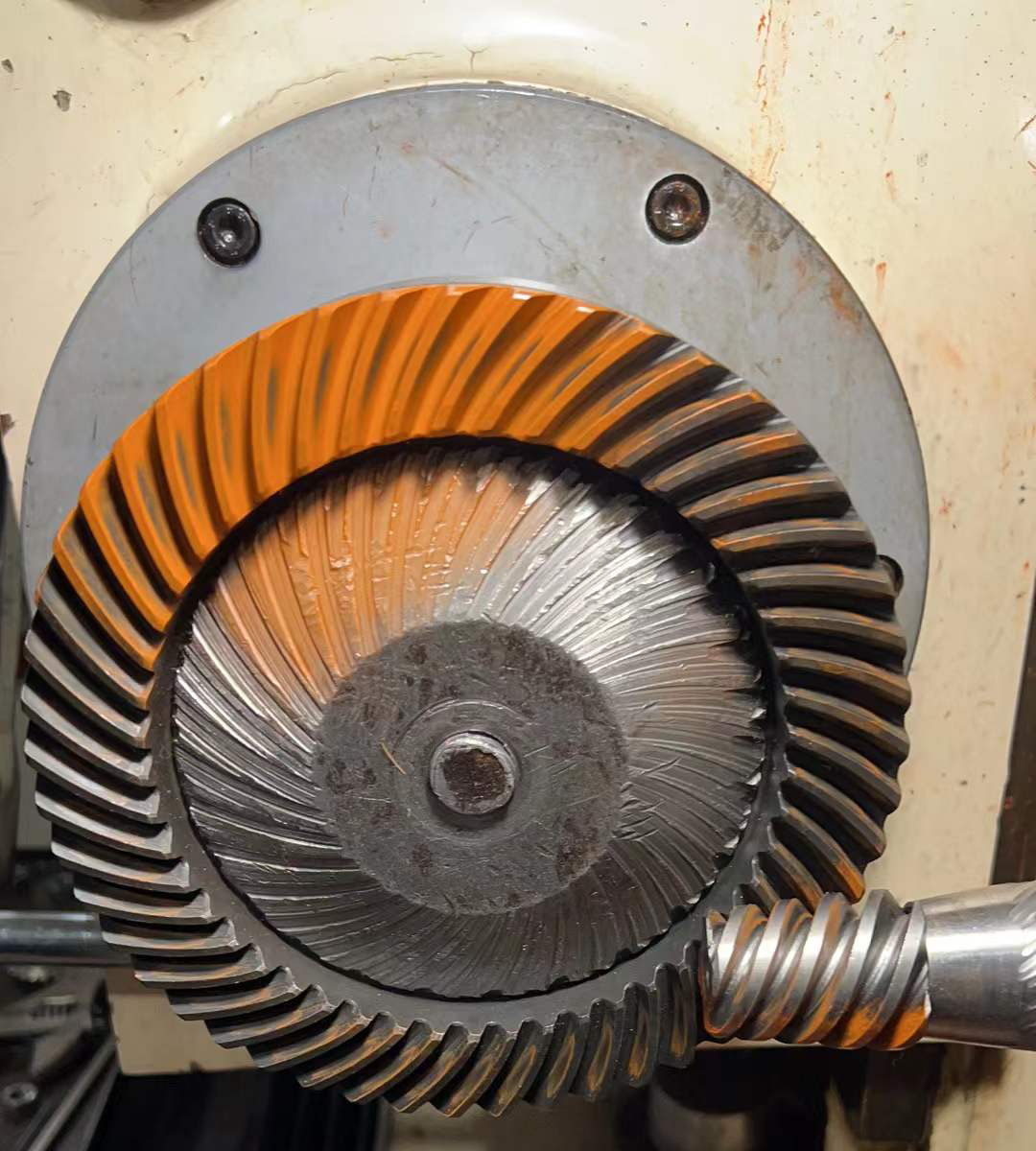
1) Charakteristiky hypoidních ozubených kol
Za prvé, úhel hřídele hypoidního převodu je 90° a směr točivého momentu lze změnit na 90°. Toto je také převod úhlu často vyžadovaný v automobilovém, leteckém nebo větrném průmyslu. Současně se zabere dvojice ozubených kol různých velikostí a různých počtů zubů, aby se otestovala funkce zvyšování točivého momentu a snižování rychlosti, což se běžně označuje jako „zvyšování a snižování rychlosti točivého momentu“. Pokud kamarád, který řídil auto, zejména při řízení auta s manuální převodovkou při učení se řízení, nechá ho instruktor při stoupání do kopce zařadit na nižší převodový stupeň, ve skutečnosti jde o výběr dvojice ozubených kol s relativně vysokou rychlostí, která je poskytována při nízkých rychlostech. Větší točivý moment, a tím i větší výkon vozidla.
Jaké jsou vlastnosti hypoidních ozubených kol?
Změny úhlu točivého momentu převodovky
Jak již bylo zmíněno výše, lze dosáhnout úhlové změny točivého momentu.
Schopný odolat většímu zatížení
V odvětví větrné energie bude tento typ využívat automobilový průmysl, ať už se jedná o osobní automobily, SUV nebo užitková vozidla, jako jsou pick-upy, nákladní vozy, autobusy atd., k zajištění většího výkonu.
Stabilnější přenos, nízká hlučnost
Úhly tlaku levé a pravé strany zubů mohou být nekonzistentní a směr kluzného záběru ozubeného kola je podél šířky zubu a směru profilu zubu. Lepší polohy záběru ozubeného kola lze dosáhnout konstrukcí a technologií, takže celý převod je zatížen. Další výhodou je vynikající výkon z hlediska hluku, vibrací a vibrací.
Nastavitelná vzdálenost odsazení
Díky odlišnému provedení odsazené vzdálenosti lze splnit různé požadavky na prostorový design. Například v případě automobilu může splnit požadavky na světlou výšku vozidla a zlepšit jeho průjezdnost.
2) Dvě metody zpracování hypoidních ozubených kol
Kvazi-oboustranné ozubení bylo představeno společností Gleason Work v roce 1925 a vyvíjí se již mnoho let. V současné době existuje mnoho domácích zařízení, která jej umožňují, ale relativně přesné a špičkové zpracování provádí převážně zahraniční zařízení Gleason a Oerlikon. Pokud jde o konečnou úpravu, existují dva hlavní procesy broušení ozubených kol a broušení, ale požadavky na proces řezání ozubených kol se liší. Pro proces broušení ozubených kol se doporučuje čelní frézování a pro proces broušení se doporučuje čelní odvalování.
Ozubená kola obráběná čelním frézováním mají kuželové zuby a ozubená kola obráběná čelním válcováním mají stejně vysoké zuby, to znamená, že výška zubů na velkých a malých čelních plochách je stejná.
Obvyklý proces zpracování spočívá v hrubém předehřátí, tepelném zpracování a následném dokončení. U čelní odvalovací frézy je nutné ji po ohřevu brousit a spojit. Obecně řečeno, dvojice ozubených kol broušených dohromady by měla být svázána i při pozdější montáži. Teoreticky však lze ozubená kola s technologií broušení ozubených kol použít bez svázání. Ve skutečném provozu se však s ohledem na vliv chyb při montáži a deformace systému stále používá režim svázání.
3) Návrh a vývoj trojitého hypoidního převodu je složitější, zejména v provozních podmínkách nebo u špičkových produktů s vyššími požadavky, které vyžadují pevnost, hluk, účinnost převodu, hmotnost a velikost převodu. Proto je ve fázi návrhu obvykle nutné integrovat více faktorů, aby se iterací našla rovnováha. V procesu vývoje je také obvykle nutné upravit otisk zubu v rámci povoleného rozsahu odchylek sestavy, aby se zajistilo, že ideální úrovně výkonu bude možné dosáhnout i za skutečných podmínek v důsledku akumulace rozměrového řetězce, deformace systému a dalších faktorů.
Čas zveřejnění: 12. května 2022